Флюс с низким содержанием твердых веществ, не требующий отмывки, не содержит галогенов и практически не оставляет остатков после пайки. Флюс X33-12i изготавливается английской фирмой Multicore Solders – мировым лидером в производстве материалов для пайки. Флюс Х33-12i наносится распылением, пенным флюсованием или волной флюса. Флюсы серии X33 могут использоваться для пайки широкого спектра бытовой, промышленной и специальной техники. Остатки флюса X33-12i совместимы со многими типами влагозащитных покрытий, в том числе с силиконовыми, акриловыми и полиуретановыми.
Отличительные особенности
- Обладают высокой эффективностью при пайке поверхностей с плохой паяемостью, в том числе и при пайке по окисленной меди
- В большинстве случаев не требуется отмывка плат после пайки – исключение затрат на оборудование, отмывочные материалы и т.д.
- Однокомпонентные, поставляются полностью готовыми к применению виде
- Прозрачные остатки флюсов позволяют применять оборудование функционального и диагностического контроля
- Остатки флюсов совместимы со многими типами влагозащитных покрытий, в том числе с силиконовыми, акриловыми и полиуретановыми
- Обладают исключительно высокой способностью проникать в сквозные металлезированные отверстия
- Высокое сопротивление изоляции без отмывки остатков флюса
Технические данные
Припои
Флюс X33-12i может использоваться с любыми типами припоев. Рекомендуемая максимальная температура припоя в ванне 260°С. Температура в ванне с припоем может быть уменьшена по сравнению с использованием обычных флюсов. Температура 235°С в некоторых случаях улучшает результаты пайки и уменьшает потери припоя в следствии уменьшения образования окислов. Для полного исключения операции отмывки плат после пайки, в случае необходимости, рекомендуется применение многоканальных трубчатых припоев с флюсом, не требующим отмывки, и паяльных паст, не требующих отмывки. Весь спектр паяльных материалов, не требующих отмывки плат от остатков флюса после пайки, производится компанией Multicore Solders.
Специальные свойства
Платы, пропаянные с однокомпонентным флюсом X33-12i, выдерживают испытания на загрязнение ионами по американскому военному стандарту MIL-P8809A без отмывки от остатков флюса. Необходимым условием при этом являются отсутствие на плате излишков флюса и применение чистых от загрязнений компонентов и оборудования.
Флюс X33-12i выдерживает испытания на коррозию по следующим стандартам:
- USA Copper Mirror Test per MIL-F-14256D
- UK Ministry of Defence DTD 599A
- USA Bellcore TR-TSY-000078
- IPC-SF-818 Flux Class 3
- BS5625 Flux Class4
Рекомендации по применению
Флюсование
Флюс типа X33-12i был разработан для использования в стандартном оборудовании групповой пайки без использования азота и может наноситься на плату распылением, пенным флюсованием или волной. Для обеспечения высокого качества паяных соединений количество флюса наносимого на печатную плату должно находиться в пределах от 13 до 25 г/м.
Предварительный подогрев платы
Так как флюс X33-12i содержит количество растворителя большее, чем обычные флюсы, необходимо увеличить предварительный подогрев платы для удаления излишков растворителя и полной активации флюса. Оптимальные температура и время предварительного подогрева для плат зависят от их конструкции и теплоемкости компонентов, но цикл должен быть достаточен, чтобы до контакта с волной припоя не было видимого жидкого покрытия флюсом платы.
Режимы различны на разном паяльном оборудовании, но приведенные ниже параметры позволяют получить хорошие результаты на большинстве паяльных машин
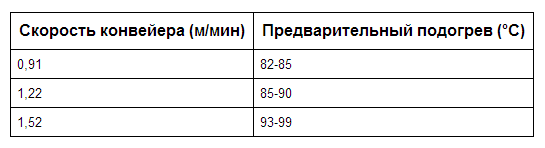
Важно, чтобы в течение времени предварительного подогрева, растворитель испарился из флюса и плата НЕ ИМЕЛА НА ПОВЕРХНОСТИ ЖИДКОГО ФЛЮСА при вхождении в волну припоя.
Рекомендуемая ширина контакта печатной платы с волной припоя при скорости конвейера 1,5 м/мин должна составлять 38 – 50 мм. При меньших скоростях ширина контакта печатной платы с волной припоя должна быть уменьшена. Очень низкая скорость конвейера (меньше 0,9 м/мин) может способствовать возникновению матовых паяных соединений.
Отмывка
Флюсы серии X33 позволяют не отмывать остатки флюса после пайки. Однако в случае необходимости платы могут быть отмыты от остатков флюса с помощью промывочных жидкостей фирмы Stannol или другими аналогичными. Оборудование пайки загрязняется намного меньше, чем при использовании обычных канифольных флюсов. По сравнению с водорастворимыми флюсами флюс X33-12i не вызывает коррозию оборудования.
Печатные платы
Флюс совместим с различными консервантами (защитными флюсовыми покрытиями) на основе канифоли. Флюс X33-12i разработан для работы с большим количеством типов паяльных масок.
Качество
- Исходные материалы
При производстве флюса используются только высококачественные материалы, прошедшие входной контроль. Исходные материалы отобраны специалистами фирмы на основании детального анализа их свойств и закупаются у строго определенных постоянных изготовителей, гарантирующих стабильный уровень качества.
- Контроль качества
Согласно стандартам качества фирмы Multicore Solders флюсы при изготовлении проходят контроль на каждой стадии производства. Программа контроля качества фирмы для флюсов включает: анализ исходных материалов, анализ образцов после каждой операции изготовления, химический анализ, в том числе аттестация остатков, пробные пайки продукции. Каждая партия флюса проверяется на содержание твердых частиц, относительную плотность, содержание галогенов, кислотное число и коррозионную активность. Образцы флюса из каждой партии хранятся в течение одного года, а результаты всех тестов – неограниченное время.
Ручная пайка
Флюс X33-12i можно применять для ручной пайки. При ручной пайке флюс необходимо наносить только в места, подлежащие пайке. После ручной пайки остатки флюса рекомендуется удалять.













































