Флюс MFR301 разработан специально для пайки поверхностей с плохой паяемостью и при этом не требует отмывки после пайки. Благодаря увеличенному кислотному числу флюс имеет высокую активность и идеально подходит для пайки компонентов с плохой паяемостью. Флюс применяется при групповой пайке волной припоя, пайке протягиванием. Использование флюса MFR301 способствует эффективному заполнению припоем сквозных металлизированных отверстий без образования мостиков припоя, сосулек, шариков припоя.
Отличительные особенности
- Обеспечивает быструю пайку компонентов, монтируемых в отверстия и на поверхность печатных плат без перемычек и сосулек
- Обладает исключительно высокой способностью проникать в сквозные металлезированные отверстия
- Превосходные характеристики для большинства режимов пайки
- В большинстве случаев не требуется отмывка плат после пайки – исключение затрат на оборудование, отмывочные материалы и т.д.
- Отсутствие остатков флюса позволяет применять оборудование функционального и диагностического контроля
- Совместим с консервантами печатных плат на канифольной основе
- Возможность нанесения флюса пенным флюсованием, волной, распылением
Применение
Печатные платы
Флюс рекомендуется применять при пайке по меди или олову-свинцу. Совместим с консервантами печатных плат на канифольной основе и большинством паяльных масок.
Флюсование
Флюсование осуществляется методом распыления, волной или пенным флюсованием. Перед сменой флюса произведите очистку оборудования: ванны для флюса, пенных или распылительных флюсователей, поддонов. При пенном флюсовании важно удалить избытки флюса с поверхности печатного узла используя воздушный нож.
Соблюдение нижеперечисленных условийпозволит Вам достичь оптимальных результатов при флюсовании и пайке:
- При пенном флюсовании используйте только сухой воздух.
- Поддерживайте флюсователь в полностью заполненным.
- Верхняя часть флюсующего камня должна быть более, чем на см ниже поверхности флюса.
- Не используйте горячие приспособления и поддоны, так как это может ухудшить качество флюсования.
- Не используйте приспособления, материал которых может реагировать с флюсом.
- Контроль плотности флюса рекомендуется осуществлять обычными средствами контроля температура и плотности или путем измерения кислотного числа флюса.
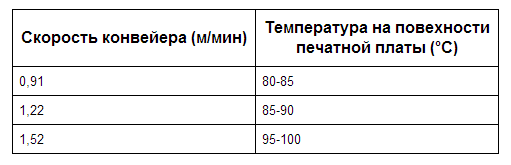
Предварительный нагрев
Оптимальные сочетания скорости конвеера и температуры предварительного нагрева приведены в нижеследующей таблице.
Рекомендуемая ширина области контакта волны припоя с печатной платой составляет 50 – 75 мм при скорости конвеера 1,5 мм/сек.При снижении скорости конвеера область волны припоя с печатной платой должна быть уменьшена. Очень низкая скорость конвеера может приводить к образованию матовых паяных соединений.
Припои
Флюс MFR301 используется с любыми типами припоев. Рекомендуемая максимальная температура припоя в ванне 60°С. Температура в ванне с припоем может быть уменьшена по сравнению с использованием стандартных флюсов. Температура 235°С в некоторых случаях улучшает результаты пайки и уменьшает потери припоя в следствии уменьшения образования окислов. Время контакта с одинарной волной припоя должно быть в пределах от 1,5 до 2,5 секунд.
Отмывка
Флюс MFR301 при эксплуатации изделий в нормальных условиях позволяет не отмывать остатки флюса после пайки. Однако в случае необходимости платы могут быть отмыты от остатков флюса с помощью промывочных жидкостей. При использовании флюса MFR301 оборудование пайки загрязняется намного меньше и не подвергается коррозии, в отличие от других канифольных и водорастворимых флюсов.













































